Математическая модель единой системы конструкторско-технологической подготовки и производства на промышленном предприятии
Аннотация
"В статье выполнено моделирование единой системы конструкторско-технологической подготовки и производства. Основой математической модели послужил марковский случайный процесс. По закону распределения Эрланга определяется усредненная величина потока информации каждой службы, определяется плотность потока в целом по предприятию, оценивается переход производства от состояния к состоянию цехов и производства. При моделировании потока информации о движении информации, деталей и узлов на предприятии предложена классификация групп подразделений. На основе анализа их деятельности и потока информации, деталей и документов построен граф состояний единой системы конструкторско-технологической подготовки и производства с описанием переходов и присвоением коэффициентов. При интегрировании данных систем уравнений определены вероятности состояний деятельности подразделений и производства как функции времени в каждый момент времени. "
Ключевые слова: система констукторско-технологической подготовки и производства, граф состояний, марковский процесс, вероятность состояния, коэффициент, уравнения Колмогорова
05.13.12 - Системы автоматизации проектирования (по отраслям)
Для успешного выполнения на промышленном предприятии производственной деятельности, необходимо наличие единой системы конструкторско-технологической подготовки и производства (КТПП). Она охватывает процессы проектирования, конструкторской подготовки, технологической проработки, подготовки документации (конструкторской, технологической, программной), необходимой для производства и непосредственно производства.
Математическая модель единой системы КТПП строится на базе постулатов теории вероятности, в частности, теории массового обслуживания и математической статистики.
В процессе создания моделируются потоки информации, отражающие состояния производства на предприятии, по схеме марковских случайных процессов.
Многие разновидности производственной деятельности на предприятии, которые приходится анализировать при выборе оптимального решения, развиваются как случайные процессы.
Для того чтобы вычислить числовые параметры, характеризующие эффективность в принятии решений при конструировании, технологической подготовке производства приборов и управлении производством, нужно построить вероятностную модель процессов, учитывающую сопровождающие эти процессы случайные факторы.
Для математического описания КТПП, а также для автоматизации управления производством, как правило, развивающихся в форме случайных процессов, может быть применен математический аппарат, разработанный в теории вероятности для так называемых марковских случайных процессов [1, 2].
Определим марковский случайный процесс. Пусть имеется некоторая физическая система S на предприятии, состояние которой меняется с течением времени. Если состояние системы S меняется во времени случайным, заранее непредсказуемым образом, то в системе S протекает случайный процесс [3].
Случайный процесс, протекающий в системе S, можно будет отнести к марковскому процессу, когда он будет протекать без последействия (т.е. в нем будущее состояние не зависит от прошлого, и соответственно прошлое состояние не оказывает влияние на будущее).
Если рассматриваемый процесс на предприятии обладает такими свойствами, когда для каждого момента времени ![]() вероятность любого состояния процесса (системы) в будущем (при
вероятность любого состояния процесса (системы) в будущем (при ![]() ) зависит только от его (ее) состояния в настоящем (при
) зависит только от его (ее) состояния в настоящем (при ![]() ) и не зависит от того, когда и каким образом процесс пришел в это состояние, то он будет также марковским.
) и не зависит от того, когда и каким образом процесс пришел в это состояние, то он будет также марковским.
При анализе случайных процессов с дискретными состояниями, протекающих при КТПП и в управлении производством, удобно пользоваться геометрической схемой - так называемым графом состояний. Графом состояний можно описать потоки информации в управлении сложным производством, случайную последовательность событий в котором следует назвать марковской цепью. Марковская цепь - последовательность случайных событий с конечным или известным числом исходов, характеризующаяся тем свойством, что, говоря нестрого, при фиксированном настоящем будущее независимо от прошлого. Размеченный граф состояний дает возможность определить вероятности состояний
![]()
как функции времени. Эти вероятности удовлетворяют определенного вида дифференциальным уравнениям, так называемым уравнениям Колмогорова - особого вида дифференциальным уравнениям, в которых неизвестными функциями являются вероятности состояний. Решение этих уравнений дает возможность определить вероятности состояний производства как функции времени.
Поток первичной информации, отражающий ход КТПП и управления производством на предприятии, может поступать в виде документов и сообщений в объединенный комплекс (далее система), в состав которого входят система управления данными об изделии (PDM-система) - организационно-техническая система, обеспечивающая управление всей информацией об изделии и автоматизированная система управления предприятием (АСУП).
Поток информации о ходе разработки изделия или о состоянии производства, как правило, будет регулярным, так как пакет данных или сообщений, получаемый системой, следуют один за другим через строго определенное время. Именно такой поток информации рекомендуется организовывать на предприятии независимо от того, будет ли он образовываться из первичных документов (например, чертежей) или при автоматизированном потоке информации.
Тогда такой поток информации будет стационарным, без последствия и ординарным.
Стационарность потока информации о состоянии производственного процесса на предприятии будет определяться его однородностью по времени.
Отсутствие последействия потока информации в процессах проектирования и управления на предприятии определяется тем, что первичные документы или сообщения появляются в последовательные моменты времени независимо друг от друга.
Ординарность потока информации заключается в том, что первичные документы или сообщения обрабатываются на предприятии поодиночке, а не организованными парами, тройками и т.д.
В идеале поток информации выглядит так, он стационарный, без последствия и ординарный.
Если организовать поток информации на предприятии так, как было предложено выше, то он будет обладать всеми тремя свойствами, и, следовательно, такой поток будет простейшим или стационарным пуассоновским потоком. Поток событий называется простейшим (или стационарным пуассоновским), если он обладает сразу тремя свойствами: стационарен, ординарен и не имеет последействия. Название «простейший» связано с тем, что процессы, связанные с простейшими потоками, имеют наиболее простое математическое описание.
Тогда для этого простейшего потока среднее число событий в единицу времени - поток интенсивности λ будет величиной постоянной: ![]() .
.
Однако если организовать поток сообщений о состоянии производства, который будет передаваться в реальном масштабе времени, то он будет нестационарным пуассоновским потоком. В этом случае поток событий не имеет последействия, ординарен, но нестационарен. В таком потоке интенсивность λ зависит от времени ![]() .
.
Пуассоновский поток событий (как стационарный, так и нестационарный) тесно связан с известным распределением Пуассона. Распределение Пуассона моделирует случайную величину, представляющую собой число событий, произошедших за фиксированное время, при условии, что данные события происходят с некоторой фиксированной средней интенсивностью и независимо друг от друга. Распределение Пуассона играет ключевую роль в теории массового обслуживания.
Число событий потока (от оформления первичных документов до сдачи деталей и узлов в производстве), попадающих на любой участок времени в смене, распределено по закону Пуассона. Вероятность попадания на этот участок времени равна m событий и выражается формулой (1):
![]() (1)
(1)
где а - среднее число событий, приходящееся на конкретный участок времени τ.
Величина а выражается формулами:
для стационарного пуассоновского потока ![]() , то есть не зависит от того, где на оси 0t взят участок τ, но нас интересует нестационарный пуассоновский поток;
, то есть не зависит от того, где на оси 0t взят участок τ, но нас интересует нестационарный пуассоновский поток;
для нестационарного пуассоновского потока  и, значит, зависит от того, в какой точке
и, значит, зависит от того, в какой точке ![]() начинается участок τ (например, начало обработки документации цехами и службами течение прошедших суток после 24 ч).
начинается участок τ (например, начало обработки документации цехами и службами течение прошедших суток после 24 ч).
При исследовании состояний КТПП приходится неизбежно сталкиваться с анализом своеобразных систем на предприятии, которые могут быть описаны системой массового обслуживания (СМО). Каждая СМО состоит из какого-то числа обслуживающих единиц, которые предлагается называть "каналами" обслуживания. В данном случае в качестве "каналов" могут фигурировать: потоки информации между отделами и цехами, потоки первичных документов о разработке продукции, потоки информации из цехов в систему управления производством об изготовлении заготовок и деталей и, наконец, потоки сообщений в PDM-систему о процессе обработки данных, поступивших из цехов и служб предприятия.
Законы образования очереди на обслуживание при использовании теории массового обслуживания бывают различными. Они определяются процедурой обслуживания очереди прохождения заявок.
Первый вариант - поступившие на обслуживание сообщения в любой сети становятся в конец очереди и обрабатываются в порядке прихода. Такой вариант обслуживания очереди называется естественным порядком, то есть первое поступившее сообщение обслуживается первым.
Второй вариант - это когда сообщение, ожидающее обработки (очереди), может обслуживаться не в порядке его поступления, а в зависимости от значимости поступившей информации на обслуживание, то есть требуется определить порядок прохождения заявок через приборы обслуживания. Таким образом, получается структура СМО со многими приборами обслуживания.
В реальных условиях на предприятии обслуживание ведется по второму варианту.
При автоматизированном управлении производством система массового обслуживания потоков информации в виде первичных документов или сообщений может быть организована тремя способами: с отказами, с ожиданием и смешанным.
При обработке информации система с отказом может образовываться, если документы или сообщения поступили после 24 часов. Они автоматически переходят в поток информации следующих суток и войдут как информация, отражающая состояние производства, в следующие сутки. Поэтому предлагается в PDM-системе потоки поступающей документации организовывать как поток заявок в системе с ожиданием. В системе с ожиданием заявка не покидает канал, а становится в очередь и ждет, пока не освободится очередной пункт обслуживания.
В качестве универсального метода организации потока информации о состоянии производства на приборостроительном предприятии предлагается поток первичных документов и сообщений организовывать с ограниченным последействием.
Если принять Т как интервал времени между соседними событиями в этом потоке, то плотность распределения ![]() случайной величины Т можно выразить зависимостью:
случайной величины Т можно выразить зависимостью:
![]()
Закон распределения с плотностью (1) будет показательным или экспоненциальным.
Найдем числовые характеристики случайной величины T:
математическое ожидание (среднее значение) ![]() ;
;
дисперсию![]() ;
;
Таким образом, интервалы времени между поступлениями данных о ходе производства
![]()
представляют собой независимые, одинаково распределенные случайные величины, то есть образуют поток Пальма. Потоком Пальма называется поток, обладающий свойствами стационарности, ординарности и независимости интервалов времени Т между событиями.
Как было сказано ранее, на предприятии поток данных, отражающий состояние производства, можно строить в виде стационарного пуассоновского. Простейший поток есть частный случай потока Пальма.
В нем интервалы времени ![]() представляют собой случайные величины, распределенные по одному и тому же показательному закону, имеющему экспоненциальное распределение (следовательно, мы имеем дело с потоком Пальма). Их независимость следует из того, что простейший поток без последствия, и расстояние по времени между любыми двумя событиями не зависит от расстояния между другими.
представляют собой случайные величины, распределенные по одному и тому же показательному закону, имеющему экспоненциальное распределение (следовательно, мы имеем дело с потоком Пальма). Их независимость следует из того, что простейший поток без последствия, и расстояние по времени между любыми двумя событиями не зависит от расстояния между другими.
Однако математическое описание потока первичной информации на приборостроительном предприятии по принципу потока Пальма будет очень громоздким.
При декомпозиции пунктов сбора информации на приборостроительном предприятии в разрезе отделов и цехов поток документов или сообщений следует рассматривать в каждой отдельной службе "прореженным", как поток Эрланга.
Поток, образованный каждым ![]() событием простейшего потока, называется потоком Эрланга порядка n. Обобщенный закон распределения Эрланга
событием простейшего потока, называется потоком Эрланга порядка n. Обобщенный закон распределения Эрланга ![]() порядка (
порядка (![]() цеха) в данном случае будет иметь плотность в виде выражения:
цеха) в данном случае будет иметь плотность в виде выражения:
где ![]() .
.
Таким образом, использование закона распределения Эрланга позволит найти усредненную величину потока информации каждой службы, и затем определить плотность потока в целом по предприятию, а также оценить переход производства от состояния к состоянию цехов и производства в целом.
Поток информации, деталей и узлов на заводе в соответствии с маршрутной технологией отображается первичными документами (конструкторской документацией, заявками, накладными, счетами-фактурами, актами отгрузки готовой продукции и т.п.), что переводит производство из состояния в состояние в реальном масштабе времени. Документы фиксируют изменение состояния в производстве с дискретностью 24 часа (сутки). Сдача готовых заготовок, деталей и сборочных единиц - товарной продукции цеха, как правило, осуществляется по маршрутным листам. На автоматизированных рабочих местах приема и сдачи деталей организован запрос информации с формированием маршрутного листа со штрих-кодом, содержащим всю основную информацию о детали (наименование, материал, партия, сроки) и технологическим маршрутом. Данный документ выводится на принтер, а также может быть прочитан сканером штрих-кодов. Номенклатура реквизитов и объем записей в документе при автоматизированном управлении одинаковы для всех видов продукции, то есть документ унифицирован под идеологию учета. Поэтому маршрутный лист на товарную продукцию цеха можно принять как единицу плотности потока событий λ, переводящего службы и предприятие из состояния ![]() в состояние
в состояние ![]() .
.
В конце суток уведомления из каждого подразделения цеха завода поступают в систему для их обработки и решения задач планирования, учета и регулирования производства. На основании решения комплекса задач оперативного управления производством и выдачи машинограмм службам цехов и завода (к началу нового рабочего дня) они переходят в очередное состояние.
Структуру потоков документов от цеха к цеху, от подразделений в систему и обратно предлагается построить в строгом соответствии с маршрутной технологией (и маршрутным листом в частности), расписанной для каждой детали и сборочной единицы.
Размеченный граф изменения состояний КТПП и производства в подразделениях, и в целом на предприятии, с дискретностью 24 часа (сутки) представлен на рис. 1. Граф состояний охватывает все иерархические уровни структуры завода от инженерных служб и цехов разных профилей до склада готовой продукции.
В связи с особенностями маршрутных технологий при организации производства по изготовлению и выпуску сложных машин на приборостроительном предприятии, а также для более эффективного управления было принято решение подразделения завода группировать по принципу родственных специальностей в одной группе передела.
Предлагается следующая классификация групп, сложившаяся на предприятиях (см. на рис. 1 в направлении сверху вниз):
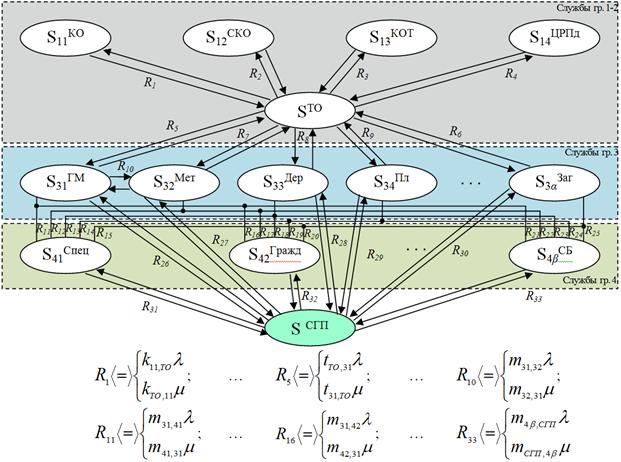
Рис. 1. - Размеченный граф состояний КТПП и производства с описанием переходов
1. Конструкторские отделы. Выполняют конструкторскую подготовку изделий. Разрабатывают сами или осуществляют сопровождение производства изделий. В зависимости от специфики разрабатываемых изделий их количество имеет конечное значение.
2. Технологический отдел. Подразделение представлено в данной группе в единственном числе. Осуществляет технологическую проработку изделий разрабатываемых и подготовку производства разработанных.
3. Цеха заготовительного производства. Данные подразделения изготавливают детали, используемые в дальнейшей сборке основных изделий. Профили заготовительных цехов: гальвано-малярный, механический, деревообрабатывающий, пластмассовый, инструментальный и другого направления. В зависимости от выполняемой работы цеха передают изготовленную продукцию либо в сборочные цеха, либо непосредственно на склад готовой продукции, либо при работе по кооперации, в другой цех в соответствии с технологическим маршрутом деталей.
4. Цеха сборочные. Данные цеха обеспечивают сборку, запуск, регулировку, испытания и сдачу блоков и изделий. В зависимости от специфики предприятия могут быть выделены цеха по сборке гражданской продукции и изделий спецтехники либо в соответствии с загрузкой и профилем цеха по сборке крупных изделий, преимущественно механики и цеха по сборке сложных радиоэлектронных изделий.
5. Склад готовой продукции. Здесь решаются задачи сбыта готовой продукции потребителю. Поток документов на данном уровне определяет этап производства оформления товара предприятия - очень важная составляющая в его жизнедеятельности, в то время как уровни 1-4 формируют товарную продукцию цехов.
Первичные информация и документы, сопровождающие поток готовых деталей и сборочных единиц по заводу, образуют потоки информации, переводящие состояние проектирования, технологической подготовки и производства изделий с одного уровня на другой (из одного статуса в другой).
Если представить среднее число событий, описанных в одном типовом первичном документе или партии деталей или узлов (с соответствующим маршрутным листом, тоже являющимся документом), через λ, то полный поток документов, поступающих для обработки в систему, будет выражаться зависимостью![]() , где х принимает значения k, t, m в графе состояний (см. рисунок 1). В нашем случае
, где х принимает значения k, t, m в графе состояний (см. рисунок 1). В нашем случае ![]() , то есть мы имеем дело с простейшим потоком.
, то есть мы имеем дело с простейшим потоком.
При этом:
k–первичные документы на запуск процессов конструкторской подготовки и технологической проработки - бизнес-процессы, запускаемые в PDM-системе;
t – первичные документы на запуск процессов технологической подготовки - бизнес-процессы, запускаемые в PDM-системе;
m – первичные документы, сопровождающие детали, узлы, блоки и изделия на производстве - маршрутные листы;
Между подразделениями в процессе КТПП и непосредственно производства маршрутной технологией предусмотрены согласование документов и кооперативные услуги по доработке деталей. Документы возвращаются на доработку или на следующий этап работы с ними, а детали после доработки в другом цехе возвращаются в свой цех. Их сопровождают маршрутные листы и уведомления в системе, образуя плотность “потока обслуживания” μ, то есть поток, непрерывно обслуживающий заявки других цехов. Суммарный поток таких документов выражается зависимостью ![]() .
.
Анализ потоков первичных документов, сопровождающих потоки деталей и узлов на приборостроительном предприятии, или сообщений, полученных после обработки документов, показал, что полученный размеченный граф отображает многоканальную СМО.
Для каждого из 14 состояний системы S графа определим предельные вероятности состояний и составим уравнения Колмогорова:
![]()
![]()
![]()
![]()







………………………………………………………………………………………

………………………………………………………………………………………


Составим для каждого передела (конструкторская и технологическая подготовка, заготовительные и сборочные цеха) системы уравнений Колмогорова.
Состояние конструкторской подготовки:
Состояние технологической подготовки:

Состояние заготовительного производства:
Состояние сборочного производства:
Состояние склада готовой продукции:![]()

Интегрирование данных систем уравнений дает возможность определить вероятности состояний конструкторско-технологической деятельности, а также производства как функции времени в каждый момент времени.
Литература
- Суворов М.Д. Интеграция моделей проектирования летательных аппаратов и их систем: учебное пособие / М.Д. Суворов. - Омск: Изд-во ОмГТУ, 1999. - 168 с.
- Инженерный анализ в САПР. Конспект лекций / Одинец М.Н., Романова И.В., Суворов М.Д., Янишевская А.Г. - Омск: Изд-во ОмГТУ, 2009. - 96 с.
- Вентцель Е.С. Исследование операций: задачи, принципы, методология: учебное пособие / Е.С. Вентцель . – 5-е изд., стер . – М.: КноРус, 2010. - 192 с.